
昌乐晨发塑料股份有限公司
专业从事塑胶颜料及塑胶工程材料开发和研制
服务咨询热线
13854458569
昌乐晨发塑料股份有限公司
专业从事塑胶颜料及塑胶工程材料开发和研制
服务咨询热线
13854458569

联系人:郝经理
座机:0536-6276569
手机:13854458569
邮箱:717747259@qq.com
网址:www.sdcfsl.com
地址:山东省潍坊市昌乐县宝都街道南三里工业园

1、山东透明滑石粉母料高效消泡母粒使用之前一定要避免受潮吸湿;2、使用的时候以即配料即使用为佳;3、不可以与受潮塑料共同加热烘干,预防造成加工中品质的不良;4、打开包装之前要检查包装是不是封闭完好的,然后将没有用完的母粒尽快热封包装。通用色母粒和专用色母粒的不一样!黑色母粒厂家来给你谈一下:由于我国在国际上的经济地位的不断提高,我国的塑胶制品加工工业发展迅速,很多企业都和国际企业建立了合作关系,对于色母粒的着色发挥的作用越来越大,根据色母粒的适用性,可以分为通用色母粒和专用色母粒。所谓透明滑石粉母料哪家好专用色母粒就是在生产制造的过程中,使用和着色树脂一样的树脂为载体,在使用助剂的同时放入高浓度的颜料(染料),通过加温、塑化和混炼的过程,最终挤出色母粒,专门适用于本树脂的染色体,因此叫做专用色母粒。而所谓的通用色母又叫做万能色母,使用某种树脂为载体,但此色母粒能够用在其载体树脂以外的树脂金进行着色,所以还叫做通用色母粒。

一种新型的山东透明滑石粉母料色母粒具有号的使用性能和功能,能够在塑料瓶的生产中展现良好的使用价值。 这种新型的色母粒可使塑料瓶具有铝光泽外观,据介绍,该材料的光泽和纹理与金属极其相似,但是成本更低。新型的色母粒在塑料瓶的生产中具有良好的体现,实现塑料瓶具有好的光泽性,在外观上具有一定的优势,保证在使用中产生良好的作用。色母粒的添加能够保证塑料瓶的光泽性和美观性让使用者在使用中具有好的作用效果。透明滑石粉母料哪家好色母粒不仅可以添加到塑料瓶中,也可以添加到其他的物质中,增加原料的使用性能和价值。由于色母粒采用了Formula X PET技术,该产品无需进行预干燥,即可直接喂入挤出机中。新型的色母粒可提供的金属色泽包括深紫色、蓝绿色、青葱色、柠檬色、铅黄色和湖蓝色等。如果采用抛光模具进行加工,或者添加到光泽度好的树脂中,如PET或HDPE,母粒的作用效果将更明显。此外,该色母粒也可添加到PP、PS、PC、ABS和尼龙等材料中。出现这些问题,一个很重要的原因就是一些兽医站(院)、个体门诊及乡村兽医的人员医疗意识不强,素质低下,这方面培训指导教育不够,无视有关规定,随意弃置兽用医疗垃圾,从而造成兽用医疗垃圾的外流。另一个原因是上一级主管部门的监管不力或漠视。除此之外,不少农村养殖户缺乏自我保护意识和良好的卫生习惯,对自己或别人使用过的注射器等医疗垃圾不及时、合理处理。
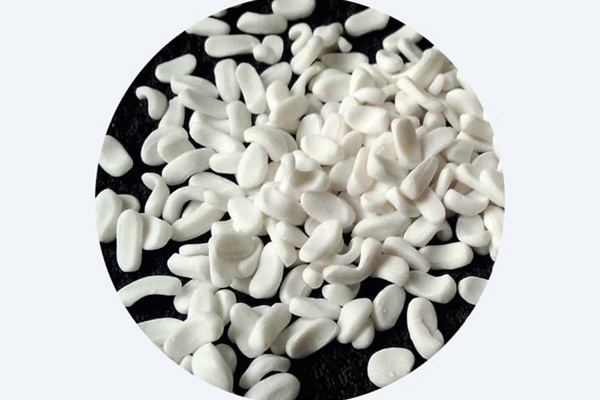
一、为了减少配色后纤维色差,对透明滑石粉母料哪家好白色母粒要进行稀释,控制混入比例,长丝不少于3%~10%,短纤不少于1%~3%,单色膨体连续长丝用三色设备纺制,白色母粒必须在混合后输入挤压机,同时为白色母粒使用时的注意事项加熔体本身的混合能力,可在挤压机段也白色母粒使用时的注意事项设混合装置。二、白色母粒混入方式在色丝颜色配方确定后,将白色母粒在纺前均匀分散在丙纶切片中,是保证产品质白色母粒使用时的注意事项的关键,具体的混入方法有两类。其一是重法和体积法,在挤压机中或后部将白色母粒熔融后,用小挤压机注入丙纶熔体中,均匀性很好。三、选择山东透明滑石粉母料白色母粒时,要按选用范围选用,丙纶色母粒有细旦级、粗旦级之分,粗旦级的白色母粒色不能用于细旦级配色,配色时应考虑纺制纤维的单丝旦数,选择同类级别的白色母粒。四、选用的白色母粒最好是同一生产厂家的产品,为降低成本应选用高浓白色母粒。白色母粒的颜料有高、中、低档之分,配色时应根据成纤的品质要求,恰当地选择不同级别的白色母粒。为避免因颜料光、热稳定性不同而引起成品纤维的品质变异,配色时还应选择符合纤维品质要求的,具有相同光、热稳定级别的白色母粒颜色,粗纤维比细纤维需要的浓度低,其白色母粒应用配比正比于纤旦数的平方根。

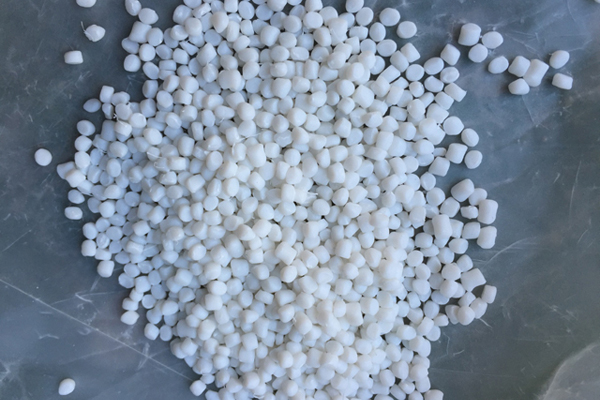
山东透明滑石粉母料填充母料是指在塑料加工成型过程中,为了操作上的方便,将所需要的各种助剂、填料与少量载体树脂先进行混合混炼,制得的粒、粉料称为母料。 填充母料的主要组分是填料,主要用于聚烯烃(聚乙烯和聚丙烯)的加工成型,又称为聚烯烃透明滑石粉母料哪家好填充母料。填充母料优点一是降低成本,这个是厂家选择之最多的理由。因为填充母料价格便宜,但是建议5000以下的料就不推荐使用了;二是降低产品收缩率,以这个性能来选择的厂家也占不少比例,比如:PP的收缩率大,做个加强筋多肉壁厚的产品时,一般上表面都会产品收缩凹痕,影响了产品漂亮,选择添加填充料后可有效降低收缩率,使产品表面的平整度得到大幅度提高;三是增加比重,以这理由选择的厂家相对来说不是很多,特别是产品以分量来卖的可能比较多点,其实这也是变相的降低成本方式而已;四是增加产品的硬度,一般这样的厂家建议使用滑石粉填充母料,能提高硬度20%左右,这样的厂家还是蛮多的。
注塑产品在使用注塑山东透明滑石粉母料填充母料后出来的产品有流纹很多人会觉得这个肯定就是注塑填充母料的问题,那么到底是不是完全因为填充母料的问题的?我们从几个方面来分析下吧。首先我们来看看填充母料,注塑填充母料流动性不好会导致出现流纹,这个可能是因为本身注塑填充母料的流动性就不合格,或者在加温时温度不够,如果是pe吹膜注塑母料不合格那就可以直接选择换pe吹膜注塑母料,如果是温度不够那么在加温是可以适当再调高温度,还有可能是注塑透明滑石粉母料哪家好填充母料里面含有挥发性物质,这个可能是水分,可以在加工时把注塑填充母料先进行烘干。然后我们在看下注塑方面可能存在的问题1.加热缸温度过低。2.射出压力过低3.射出速度太低4.具温度太低5.保压时间太短6.浇口附近温度太低这些问题是所以工艺上的问题,在生产过程中我们可以根据实际情况作出调整。最后我们再来看下模具可能出现的问题有哪些1浇口太小 2冷料井设计不当3排气不良 4模具温度不均或太低5肉厚有急剧变化.模具在生产中也会存在这些问题出现流纹,所以在设计模具的时候一定要考虑周到,而且开好的模具要认真检查试用先。从以上三点来看出现可能是很多方面的原因造成的,而且其中也包含pe吹膜注塑母料的问题。
| 手机:13854458569 | |
| 固话:0536-6276569 | |
| 邮箱:717747259@qq.com | |
| 地址:山东省潍坊市昌乐县宝都街道南三里工业园 | |
| 营业执照 |


